Z軸行程、原點: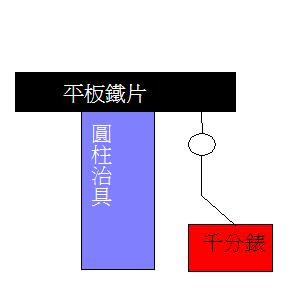
 紅色即為千分錶
紅色即為千分錶
將Z軸行程治具裝上主軸,使用另一圓棒治具置於工作檯上,將一平板鐵片放置於該圓柱上,用千分錶吸附於工作檯上,並讓千分錶壓至所需要的數值。
EX:圓柱治具的長度是199.980差兩條=200,所以讓千分錶壓兩條並歸零,則千分錶的零值即為200MM。
EX:圓柱治具的長度是199.980差兩條=200,所以讓千分錶壓兩條並歸零,則千分錶的零值即為200MM。
至參數SYS→螢幕按鍵SV參數→找到Z軸『參考計數器容量』(PITCH)(柵格)的數值。
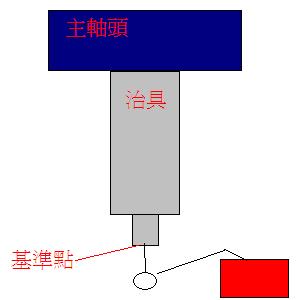
用千分錶抓Z軸治具的基準點,用手輪將Z軸調至方才千分錶歸零的位置,再將控制器相對座標全數歸零。
用Z軸行程減去治具長度則求出Z軸原點的位置。
EX:Z軸行程800mm,治具長401.398mm,相減得398.602,則Z軸上升398.602,就是Z軸原點。
紅色即為千分錶歸零後,利用相對座標顯示數值,將Z軸向上移動至所求得的原點。
參數SYS→診斷DIG→0304(參數號碼)將Z值往負方向移動至下個柵格數的一半(柵格數說明在文頂)。
參數SYS→PMC維護→X9→看DMC/ZM,值0代表LIMITER有壓碰,1代表脫離,敲打觸止塊,讓該值介於0與1之間,再將觸止塊擺正鎖好,若是觸止塊歪斜,將導致移動中LIMITER失去壓碰,並撞機。
將Z軸向下移動至正常範圍,將Z軸原點賦歸後,相對座標歸零,向下移動至千分錶的歸零位置以求得差距補正。
參數SYS→1844→Z值(尚未確定)
參數SYS→1850→Z值→輸入差距補正值。
將Z軸上升,重新開機後進行原點覆歸,在將Z軸下移至千分錶的歸零位置,確認行程是否正確。
Z軸原點、行程完成。
注意事項:千分錶於過程中都不可移動,錶面不可轉動,量測針不可過碰,否則就必須重來。注意Z軸位置以及移動方向,切莫撞機!往負向柵格數調一半是方便得補正數值,若是往正方向,則Z軸下降求補正時可能會碰不到錶。
Z軸硬體極限
+OT:
Z軸覆歸後,將Z軸向上移動5mm,輕敲硬體極限+OT的觸止塊直到跳ALARM鎖固之後,將相對座標顯示欄的Z值記錄下來。
將Z軸治具取下。
-OT:
+將Z軸向下移動至行程+5mm。
在下接近前必須查看主軸頭附近的油壓缸管會不會被壓壞,若是會有碰撞就需要調整油壓缸管,並且檢查Z軸線軌是否仍有足夠的餘裕去移動,若是沒有則代表有問題,需要排除。
輕敲觸止塊直到跳ALARM並鎖顧,紀錄數值。
Z軸硬體極限完成。
注意事項:Z軸治具千萬要取下!務必要取下!絕對要取下!另治具夾上主軸前,必須仔細清潔,若是有鐵屑等掉進主軸內會損傷主軸錐度。移動時注意方向,然後最好慢慢來!
X軸原點、行程:
將X軸正向連動護蓋拆下以方便作業,將尋邊器夾上主軸,正轉S350。
尋X正方向工作臺邊緣,相對座標歸零,Z軸升起,尋負方向工作檯邊緣,Z軸升起,將X軸移動至該值的一半,到位後相對座標歸零。
利用相對座標,將X軸正方向移動至設定行程的一半,架千分錶固定於主軸頭上,量測工作檯邊緣將錶歸零,Z軸上升。
參數SYS→診斷DIG→0304→將X軸覆方向移動至下個柵格數的一半。
參數SYS→PMC維護→X9→看DEC/X→輕敲觸止塊,直到值為0與1之間,同z軸鎖固。得x軸覆歸點。
確認Z軸位置,X軸原點覆歸,Z軸下降用錶量測得差距補正。Z軸上升。
參數SYS→1850→X欄位輸入補正值。重新開機,X軸重新原點覆歸後,用錶下量是否有誤差。
X軸行程、原點完成。
注意事項:注意尋邊器不要撞壞了,移動X軸之前都先檢查Z軸的位置,不要把錶以及尋邊器都賠上去。
X軸硬體極限:
X+OT:
原點覆歸後+5mm,敲觸止塊直到跳ALARM、鎖緊,紀錄相對座標X值。
X-OT:
移動至行程+5mm,敲觸止塊直到跳ALARM、鎖緊,紀錄相對座標X值。
X軸硬體極限完成。
注意:可向左右外側多50條的RANGE
Y軸行程、原點:
用尋邊器尋工作臺Y方向的兩邊緣,利用相對座標置中後,移動至設定行程,其餘同X軸。
ATC自動換刀點:
Y軸原點覆歸後,+3.5mm,敲動ATC觸止塊至ALARM。
跳ALARM後,按下緊急開關,再同時按下程式執行(GREEN)跟程式暫停(PAUSE)做BYPASS的動作來重送油壓,將Y軸退回,再同時按下RESET+PAUSE做取消BYPASS。
重新碰撞一次ATC點,檢查相對座標是否為Y:3.5 +- 0.3
ATC完成。
Y軸硬體極限:
Y+OT:
Y軸原點覆歸後,正方向移動7mm(ATC+3.5mm),敲觸止塊至ALARM,紀錄相對座標數值。
Y-OT:
行程+5mm,其餘同正方向。
Y軸硬體極限完成。
主軸定位:
參數SYS→4077,在欄位內隨機輸入數值,目標是把主軸頭的主軸定位塊有洞的那塊朝向控制器端,連續輸入直到朝對方向。
架錶在工作檯上,移動Y方向去量測兩塊定位塊的平行度,目標是誤差10條內。
量測後,將Y軸移動至主軸軸心!!!
輸入數值INPUT至4077欄,切換至手動,按下控制盤上的主軸定位按鈕,主軸頭將會旋轉,再移動Y軸重新量測直到達到目標為止。
主軸定位完成。
注意事項:這個步驟絕對要做得非常謹慎非常小心,量測完之後千萬要把Y軸移動到主軸軸心,否則主軸一旋轉,定位塊就把千分錶撞飛了!
三軸軟體極限:
參數SYS→1320~1323
四個欄位分別為兩正、兩負,於正向欄位輸入
X、Z:正向=2000(2mm)、負向=總行程+2mm
Y : 有刀庫‧正向=換刀點+200
無刀庫‧正向=500
負方向=總行程+2mm
軟體極限完成。
心得:這是這目前這兩周工作以來比較有方向的技術項目,打了整整一個半小時,其中不斷的回想白天工作的記憶,希望能夠在下次面對這項目的時候得心應手。
但是永遠都要保持戰戰競競的謹慎之心,過去的慘痛經驗都不斷的告訴我:失誤都是建立在熟練之後的自滿之上!永遠謙虛!







